单冲模与连续模的性能对比及连续模级进模的优势
单冲模和连续模是模具制造中常见的两种模具结构,它们在性能方面有着明显的差异。在本文中,我们将会详细介绍单冲模和连续模的性能对比,并重点探讨连续模的级进模特点和优势。
首先,让我们来了解一下单冲模的基本结构和工作原理。单冲模是一种最简单的模具结构,它由上模、下模和模座组成。在加工过程中,上模和下模只进行一次冲击,完成一次成型。虽然单冲模具结构简单、制造成本低,但是生产效率相对较低。因为每一次冲压只能生产一个零件,当零件需求量大时,生产效率会成为制约因素。
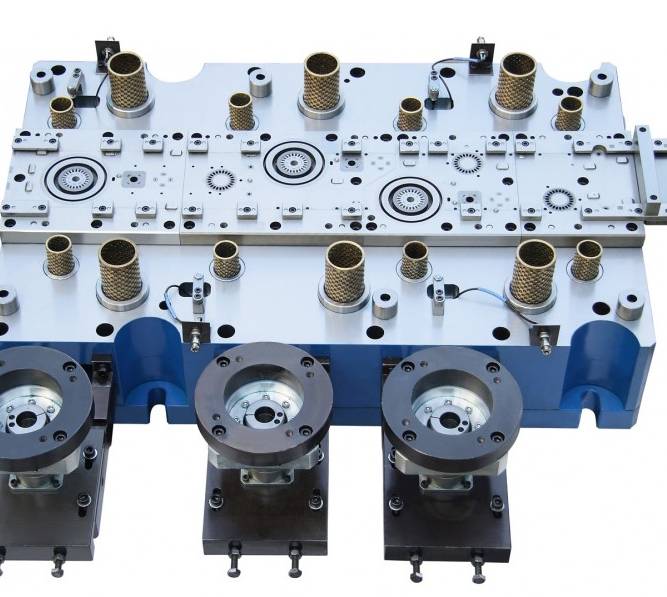
相比之下,连续模的工作方式更加高效。连续模由多个上模和下模组成,每个模具上都设有多个工位。在连续模冲压过程中,上模和下模进行连续的循环移动,并在每个工位上进行一次冲压,从而实现多个零件的连续生产。这种工作方式极大地提高了生产效率,适用于大批量、高要求的零部件制造。
除了生产效率的差异,单冲模和连续模在成型精度和模具寿命方面也存在明显的差异。由于单冲模只进行一次冲压,对零件的成型精度要求相对较低,而连续模由于进行连续工作,对零件的成型精度要求相对较高。另外,由于连续模的循环冲压次数多,模具受力均匀,模具寿命也相对较长。而单冲模受力不均,容易引起模具疲劳破裂,模具寿命相对较短。
在连续模中,级进模是一种常见的工艺方式。级进模是在上模或下模上设置多个工位,并通过工位之间的级进装置实现零件的级进移动。级进模具结构复杂,但是能够实现复杂零件的冲压成型。级进模在汽车零部件制造等领域广泛应用,其具有生产效率高、成型精度高等优势。
综上所述,单冲模和连续模在性能方面存在明显的差异。连续模具有高生产效率、高成型精度和长模具寿命的优势,特别是级进模的应用更加广泛。因此,在选择模具结构时,需要根据具体的生产需求和零件要求来进行合理选择,以实现最佳的生产效果。